Eine Frage der Lage: die Schweißpositionen
Einfach gesagt, beschreibt der Begriff „Schweißposition“ (häufige Schreibweise: Schweisspositionen) die Lage der Schweißfuge während des Schweißens. Da es jedoch eine ganze Reihe an Möglichkeiten gibt, wie die Schweißfuge liegen kann, gibt es über Schweißpositionen noch viel mehr zu sagen. Auf dieser Seite haben wir alles Wissenswerte über Schweißpositionen für Sie zusammengestellt.
Das sind die Inhalte in der Übersicht:
- Horizontal, vertikal und alles dazwischen
- Keine Frage der Bauteilgeometrie, aber der Schweißrichtung
- Schweißpositionen sind genormt
- Die Schweißpositionen und ihre Abkürzungen
- Der kleine Unterschied: Das US-amerikanische System für die Benennung von Schweißpositionen
- Der Geltungsbereich von Schweißpositionen
Horizontal, vertikal und alles dazwischen
Die Schweißnahtachse und die Schweißnahtoberfläche geben den Ton an
Die verschiedenen Schweißpositionen ergeben sich aus der jeweiligen Neigung der Schweißnahtachse und der Lage bzw. Drehung der Schweißnahtoberfläche, jeweils ausgehend von der Horizontalen.
Was kompliziert klingt, ist im Grunde ganz einfach: Die ideale Schweißposition ist die Wannenlage, bei der die Schweißnahtfuge horizontal liegt und mit der Elektrode bzw. mit dem Benner von oben leicht erreichbar ist.
Im Gegensatz dazu ist die am schwierigsten zu handhabende Schweißposition die Überkopfposition. Auch hier liegt die Schweißnahtfuge horizontal, die Schweißnahtoberfläche ist jedoch um 180° gedreht und zeigt somit nach unten.


Alle übrigen Schweißpositionen liegen zwischen diesen beiden Extremen.
Keine Frage der Bauteilgeometrie, aber der Schweißrichtung
Rohre und Bleche, steigend schweißen und fallend schweißen
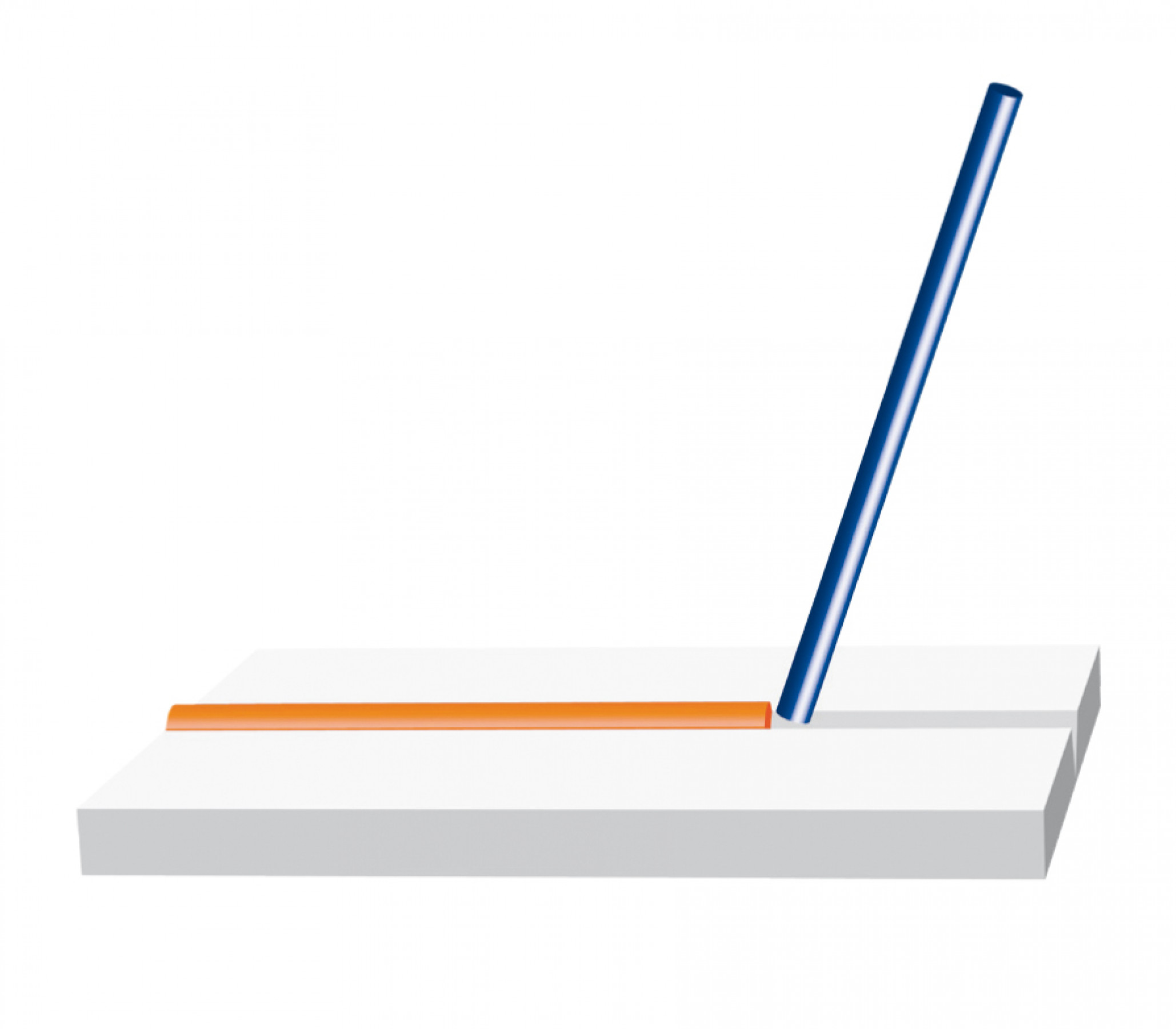
Aus der Art, wie Bauteile aneinanderstoßen, ergibt sich die grundsätzliche Unterscheidung in Stumpfnähte und Kehlnähte.
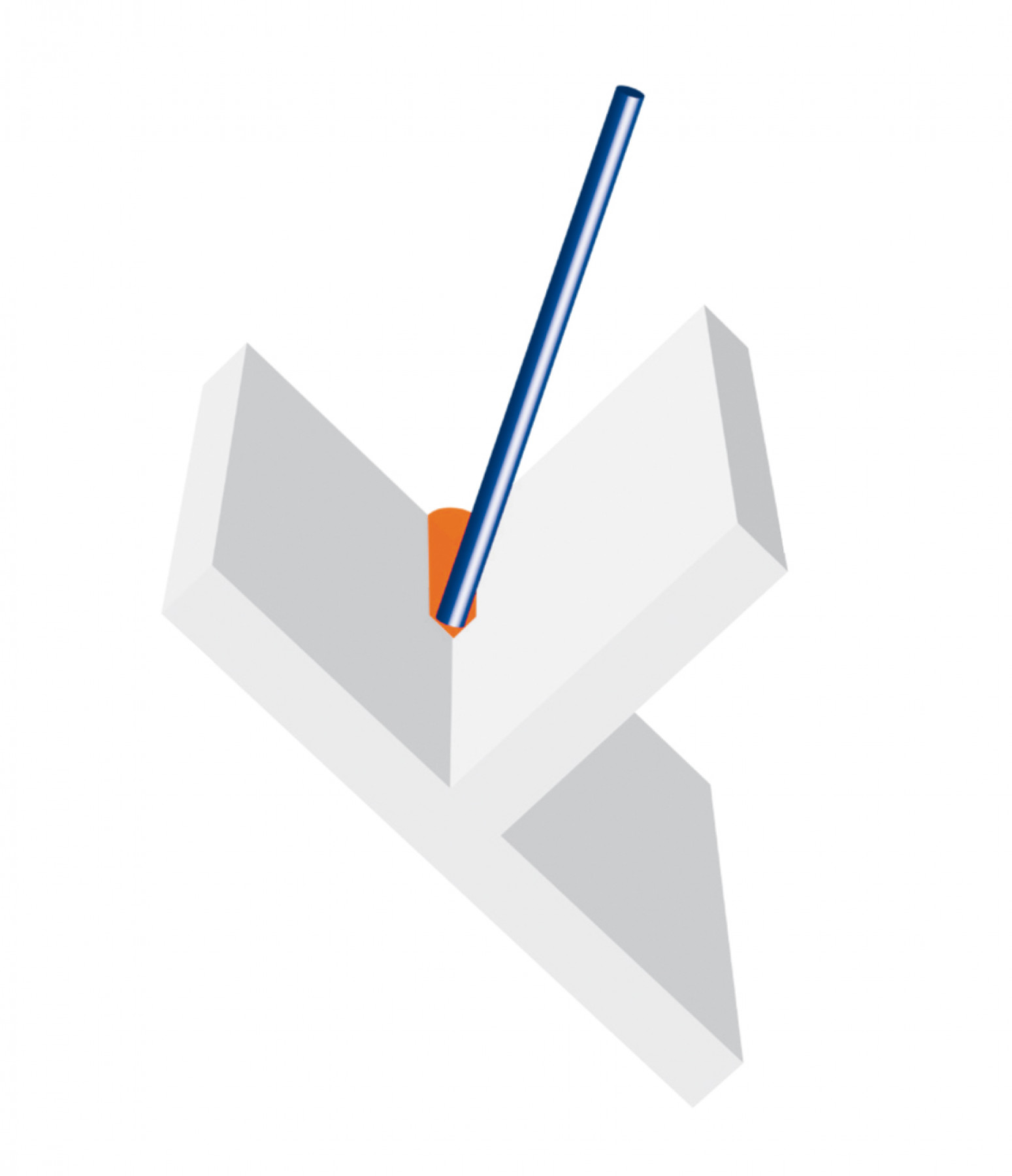
Bei Stumpfnähten werden die Bauteile eben miteinander verschweißt, da sie in einem Winkel von 180° zueinander liegen. Bei Kehlnähten stehen die Bauteile in einem kleineren Winkel zueinander, meist ist es ein rechter Winkel (90°).
Einige Schweißpositionen gibt es zwar nur bei Kehlnähten, grundsätzlich ist die geometrische Anordnung der Bauteile jedoch nicht ausschlaggebend für die Bezeichnung der jeweiligen Schweißposition.
Was die Schweißposition hingegen beeinflussen kann, ist die Schweißrichtung, also die Frage, ob steigend oder fallend geschweißt wird.
Schweißpositionen sind genormt
Das Maß aller Dinge ist die DIN EN ISO 6947
Die Schweißpositionen für das Schweißen und damit verwandte Prozesse legt die international gültige Norm DIN EN ISO 6947 fest, die im Februar 2020 in überarbeiteter Fassung erschienen ist.
Dass Schweißpositionen durch normative Vorgaben festgelegt sind, ist wichtig, da beispielsweise auch die Prüfung von Schmelzschweißern in einer Normenreihe, der DIN EN ISO 9606ff., und die Qualifizierung von Schweißverfahren in der Normenreihe DIN EN ISO 15614 festgelegt sind und sich die Inhalte dieser Normen auf die Schweißpositionen nach DIN EN ISO 6947 beziehen.
Die Schweißpositionen und ihre Abkürzungen
Kurz und knackig auf den Punkt gebracht
Die DIN EN ISO 6947 legt insgesamt sieben Hauptschweißpositionen fest und ordnet diesen jeweils Abkürzungen / Codes zu. Sie gelten für alle Handschweißprozesse, also das Wolfram-Inertgasschweißen (WIG Schweißen, WIG-Schweißen), das Gasschweißen, das Metall-Schutzgasschweißen (MSG Schweißen, MSG-Schweißen) mit den beiden Varianten Metall-Inertgasschweißen (MIG Schweißen, MIG-Schweißen) und Metall-Aktivgasschweißen (MAG Schweißen, MAG-Schweißen) sowie für das Lichtbogenhandschweißen (E-Hand Schweißen, E-Hand-Schweißen).

1. Wannenposition
Die Schweißnahtoberfläche steht in einem Winkel von 0° zur Senkrechten.
Abkürzung: PA
2. Horizontalposition
Die Schweißnahtoberfläche steht in einem Winkel von 45° zur Senkrechten.
Abkürzung: PB
3. Querposition
Die Schweißnahtoberfläche steht in einem Winkel von 90° zur Senkrechten.
Abkürzung: PC
4. Horizontal-Überkopfposition
Die Schweißnahtoberfläche steht in einem Winkel von 135° zur Senkrechten.
Abkürzung: PD
5. Überkopfposition
Die Schweißnahtoberfläche steht in einem Winkel von 180° zur Senkrechten.
Abkürzung: PE
6. Steigposition
Die Schweißnahtachse steht senkrecht. Es wird steigend geschweißt.
Abkürzung: PF
7. Fallposition
Die Schweißnahtachse steht senkrecht. Es wird fallend geschweißt.
Abkürzung: PG
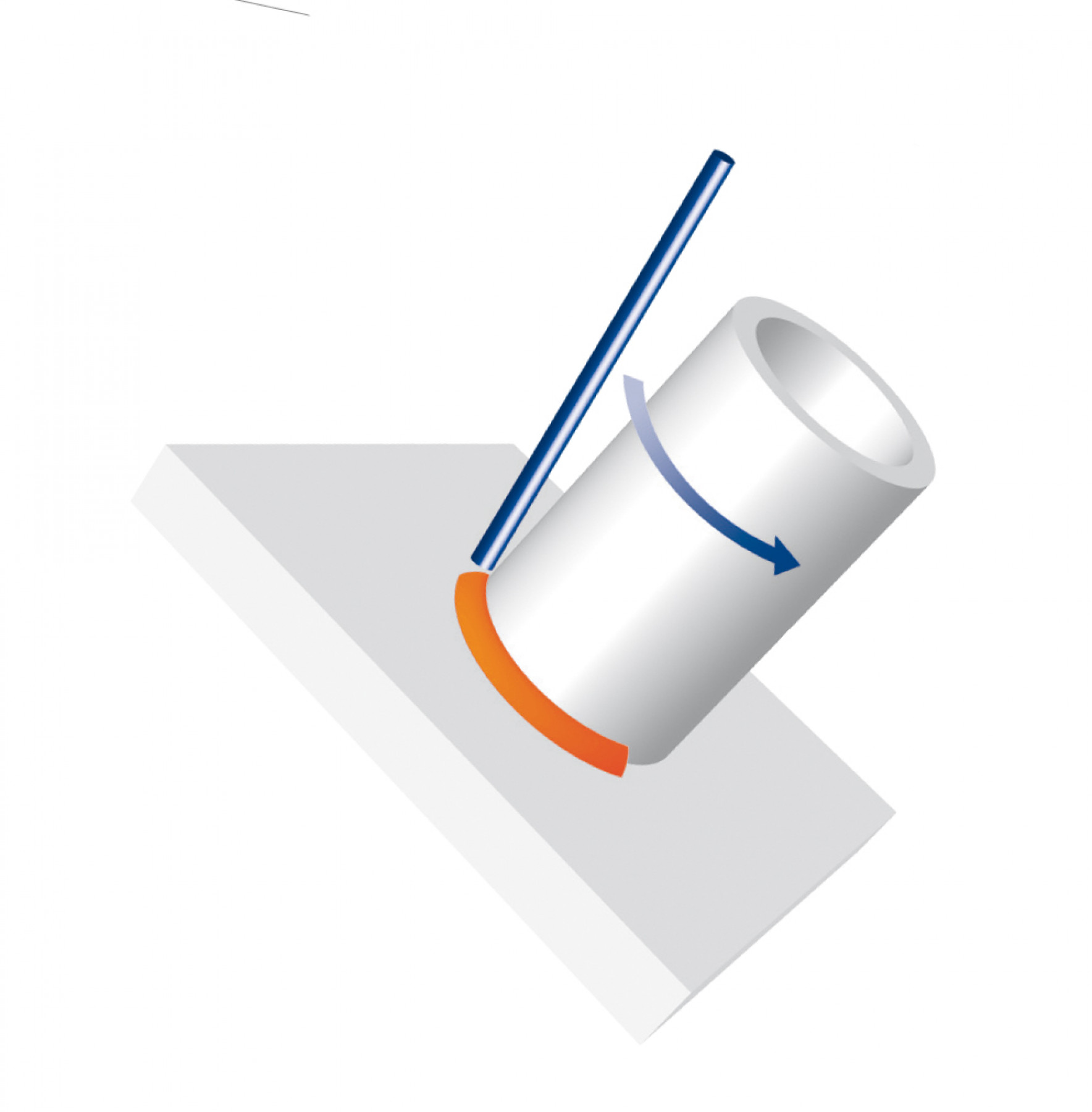
Hinzu kommen drei weitere Schweißpositionen, die explizit für Schweißungen an Rohren gelten:
1. Rohrposition für das Steigendschweißen
Abkürzung: PH
2. Rohrposition für das Fallendschweißen
Abkürzung: PJ
3. Rohrposition für das Orbitalschweißen
Abkürzung: PK
Neigung und Drehung
Nach der DIN EN ISO 6947 ist es erlaubt, die geltenden Abkürzungen für die Hauptschweißpositionen mit Informationen zu der jeweiligen Neigung und Drehung der Schweißnaht bzw. des Bauteils zu ergänzen.
Ausgehend von der Horizontalen bezieht sich der Begriff „Neigung“ dabei auf ein Kippen der Schweißnahtachse aus der ursprünglichen Lage, und der Begriff „Drehung“ auf eine Rotation um die Schweißnahtachse.
Werden die Winkel für Neigung und Drehung in der Bezeichnung der Schweißposition mit angegeben, sieht das beispielsweise für die Hauptschweißposition „Horizontal“ (PB) mit einer Neigung von 15° und einer Drehung von 10° so aus: PB 015-010.
Die Schweißposition PH-L045 bezeichnet das Steigendschweißen bei Rohren (PH) mit einer um 45° geneigten Rohrachse .
Die Schweißposition PJ-L045 gilt ebenfalls für das Schweißen von Rohren mit 45° geneigten Rohrachsen, allerdings für das Fallendschweißen (PJ).
Der kleine Unterschied: Das US-amerikanische System
Gleicher Inhalt, aber anderer Name für die Benennung von Schweißpositionen
Zwar handelt es sich bei der DIN EN ISO 6947 um eine international gültige Norm, dennoch gibt es in den USA nach AWS A3.0 und der ASME Section IX ein anderes System, um die Schweißpositionen zu beschreiben. Dabei wird auch die jeweilige Nahtart − Stumpfnaht (G) und Kehlnaht (F) − berücksichtigt.
Welche Bezeichnung / Code welcher Position entspricht, können Sie den nachfolgenden Tabelle entnehmen.
Die amerikanischen Bezeichnungen für Schweisspositionen an Stumpfnähten
| Schweißposition | Deutsche Abkürzung | US-amerikanische Abkürzung |
| Wannenposition | PA | 1G |
| Querposition | PC | 2G |
| Steigposition | PF | 3G steigend |
| Fallposition | PG | 3G fallend |
| Überkopfposition | PE | 4G |
| Steigposition (Rohr fest) | PH | 5G steigend |
| Fallposition (Rohr fest) | PJ | 5G fallend |
| Geneigte Position (Rohr fest), Steigendschweißen |
PH-L045 | 6G steigend |
| Geneigte Position (Rohr fest), Fallendschweißen |
PJ-L045 | 6G fallend |
Die amerikanische Bezeichnung von Schweißpositionen an Kehlnähten
| Schweißposition | Deutsche Abkürzung | US-amerikanische Abkürzung |
| Wannenposition | PA | 1F |
| Wannenposition, (Rohr rotierend) |
PA | 1FR |
| Horizontalposition | PB | 2F |
| Horizontalposition, (Rohr rotierend) |
PB | 2FR |
| Steigposition | PF | 3F steigend |
| Fallposition | PG | 3F fallend |
| Horizontal-Überkopfposition | PD | 4F |
| Steigposition, (Rohr fest) |
PH | 5F steigend |
| Fallposition, (Rohr fest) |
PJ | 5F fallend |
Der Geltungsbereich von Schweißpositionen
Entscheidend für die Qualifizierung geprüfter Schweißerinnen und Schweißer
Der Geltungsbereich von Schweißpositionen an Stumpfnähten und Kehlnähten bezieht sich auf die Qualifizierung geprüfter Schweißerinnen und Schweißer, deren Qualifikation international anerkannt ist. Denn wurde zum Beispiel in der Schweißerprüfung nach DIN EN ISO 9606ff das Schweißen einer Stumpfnaht in Querposition (PC) geprüft, heißt das nicht, dass durch die Prüfung auch das Schweißen in Überkopfposition (PE) qualifiziert ist. Die nachfolgenden Tabellen geben Aufschluss über die Geltungsbereiche der Schweißpositionen bei international anerkannten Schweißerprüfungen.
Geltungsbereich für Schweisspositionen von Kehlnähten
| Geltungsbereich | |||||||
|
Prüfposition |
Wannenposition (PA) |
Horizontalposition (PB) |
Querposition (PC) |
Horizontal-Überkopfposition (PD) |
Überkopfposition (PE) |
Steigposition (PF) |
Fallposition (PG) |
| PA | X | – | – | – | – | – | – |
| PB | X | X | – | – | – | – | – |
| PC | X | X | X | – | – | – | – |
| PD | X | X | X | X | X | – | – |
| PE (Blech) | X | X | X | X | X | – | – |
| PF (Blech) | X | X | – | – | – | X | – |
| PH (Rohr) | X | X | X | X | X | X | |
| PG (Blech) | – | – | – | – | – | – | X |
| PJ (Rohr) | X | X | – | X | X | – | X |
Zur Erläuterung:
X bezeichnet die Schweißpositionen, für die der Schweißer qualifiziert ist. Die Prüfposition ist immer qualifiziert.
– bezeichnet die Schweißpositionen, für die der Schweißer nicht qualifiziert ist.
Geltungsbereich für Schweißpositionen von Stumpfnähten
| Geltungsbereich | |||||
|
Prüfposition |
Wannenposition (PA) | Querposition (PC) |
Überkopfposition (PE) |
Steigposition (PF) |
Fallposition (PG) |
| PA | X | – | – | – | – |
| PC | X | X | – | – | – |
| PE (Blech) | X | X | X | – | – |
| PF (Blech) | X | – | – | X | – |
| PH (Rohr) | X | – | X | X | – |
| PG (Blech) | – | – | – | – | X |
| PJ (Rohr) | X | – | X | – | X |
| PH-L045 | X | X | X | X | |
| PJ-L045 | X | X | X | – | X |
Zur Erläuterung:
X bezeichnet die Schweißpositionen, für die der Schweißer qualifiziert ist. Die Prüfposition ist immer qualifiziert.
– bezeichnet die Schweißpositionen, für die der Schweißer nicht qualifiziert ist.
Ein Poster mit allen Schweißpositionen nach DIN EN ISO 6947 und den amerikanischen Bezeichnungen können Sie hier kostenlos zum Ausrucken herunterladen: